カーボン・CFRPの穴あけ、テーパ穴、平ザグリ
カーボン・CFRPは高性能な材料である一方、加工は難しい
カーボン・CFRP(ドライカーボン)は鉄に比べ、比強度は10倍、熱膨張係数も1/10、振動減衰特性にも優れおり、構造・機械部品として航空機や自動車、産業用ロボット等にも広く用いられています。その一方CFRPは、炭素繊維とマトリクス樹脂の複合材料であることから、一つの工具で二つの被削材を同条件で加工するような状況であり、旋削や穴あけなどの切削加工は難しいとされています。
また、CFRPに含まれる炭素繊維は一方に向いているため、炭素繊維と切刃が垂直に面したり水平であったりと材料以外の条件も多様です。しかも炭素繊維は高強度であるため、工具の磨耗が激しく、カーボン・CFRPの加工に際してはその特徴を十分に理解した上で行う必要があります。
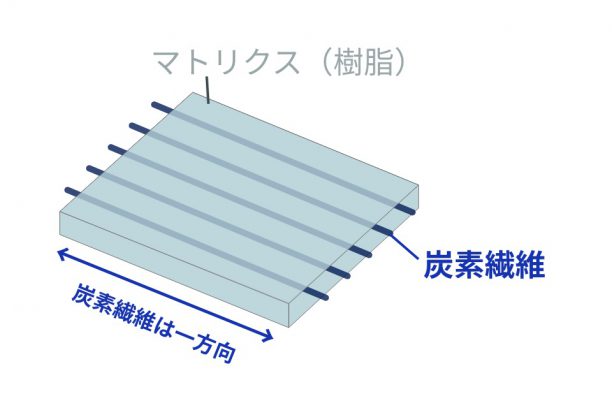
CFRPは硬さの異なる複数種類の基材から出来ている
穴あけ加工は表面が剥離しやすい
ここでは切削加工の中でもオーソドックスな「穴あけ加工」に焦点をあて、CFRPの加工の難しさについて解説します。
前述のとおり、プリプレグに含まれる炭素繊維には方向の偏りがあります。また、ミクロレベルでは炭素繊維とマトリクス樹脂という硬さの異なる基材で構成されています。そのためドリル刃の回転を伴う穴あけ加工を行うと、炭素繊維がささくれるというったことが起こり得ます。この場合、炭素繊維とマトリクスが分離してしまうような状態となり、端面がボロボロになります。
また、積層材の場合には、層と層の間に剥離が起きることがあり、特に表面ではそれが顕著に現れます。
(参考:オートクレーブ成形を理解する)

穴加工まわりの剥離の例
工具の磨耗にも気をつける必要があるが、切削油は使えない
一般的な工具はコスト面や粘り強さからハイス(高速度鋼)が多く用いられますが、CFPRに含まれる炭素繊維を切断するには超硬工具が必要です。それでも磨耗が起きてしまうため、適した回転速度、温度管理が必要となります。
しかし、CFRPはドライ加工が基本です。切削油を使うと、プリプレグ内、プリプレグ間に不純物として油が入ってしまうので、製作物の品質低下を引き起こしてしまいます。
美しい穴あけ加工を施すには
剥離を防ぐには工具の種類、切削速度、刃先の動かし方を状況に応じて選定することが大切です。板厚や径、材料によって多様なバリエーションがあるため、詳細は割愛しますが条件を探求することにより、金属や樹脂と遜色ない穴あけ加工を施すことも可能です。とは言っても、CFRPの穴開けは、強化繊維を切断し、応力を不連続にしますので、本当に必要な穴か、他の手段で達成できないかを考えても良いでしょう。
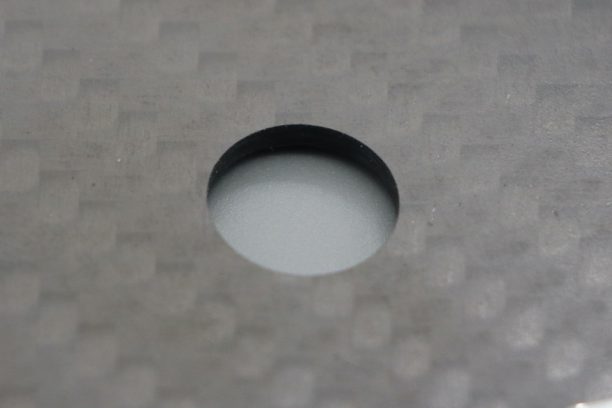
綺麗にできた穴加工の例
「テーパ穴」・「平ザグリ」は可能か?
穴あけ加工と同様に高品質での加工は可能です。課題については穴あけと同等で、異なる硬さの基材からなる複合材料であることに由来します。実際のサンプルを掲載しますので、必要に応じてご検討ください。
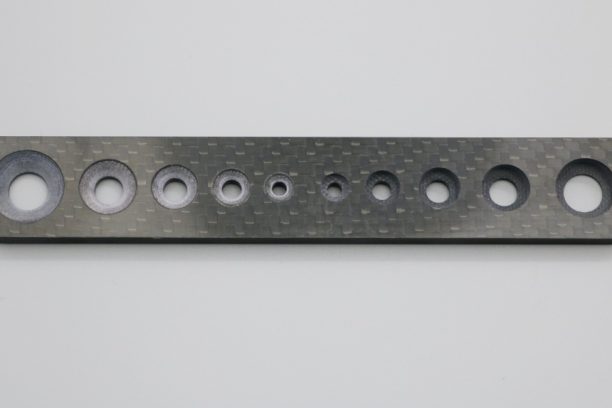
テーパ穴、平ザクリの加工例
設計前のアイデアから加工依頼、開発依頼までお気軽にお問合せ下さい
要件が定まっていない不確定要素の多いプロジェクト、設計難度が高い案件、お任せ下さい。
現場担当者、プロジェクト責任者皆さまがご納得いただけるプラン・成果をご用意致します。